Surface inspection
The inspection of surfaces with regard to purity, freedom from defects and homogeneity is one of the most frequent questions for stationary hyperspectral imaging:
- Search for a replacement for the use of a fluorescent dye in the inspection of surfaces
- Automated detection of defects and/or contamination in the surface or an applied coating
- Control of selective removal or application of structures on the surface
- Assessment and prediction of the future behavior of the surface in the further process
For the simplest case, the detection of defects, it is also possible to work without references. The procedure is explained using the example of a coating process (aluminum oxide thin film on stainless steel foil); the VNIR spectral range was used. The spectra are first subjected to smoothing and then converted into absorption spectra. After creating a PCA model, the residual matrix and the T² values of each spectrum are calculated.
 with X - data matrix, T - score matrix, PT - loading matrix, E - residual matrix
with X - data matrix, T - score matrix, PT - loading matrix, E - residual matrix
 with P - number of principal components, Sp - score value of the principal component, sigmasp - eigenvalue of the principal component
with P - number of principal components, Sp - score value of the principal component, sigmasp - eigenvalue of the principal component
Threshold values for E and T² can then be used to identify outliers from the sample population. The number of detected defects can in turn serve as a quality feature for the coating process.
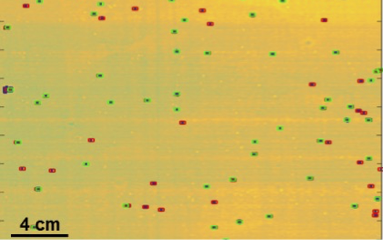
Detected defects in the coating process, red: high T2 values, green: high residual values
In a further application, multi-coated films are selectively structured by ablation in a laser process. In order to observe the depth of the ablation, the spectral angle between the measured spectra and spectra previously recorded on reference samples is calculated.

with alpha - spectral angle, x - measured spectrum, r - reference spectrum
The classification is then carried out according to the largest assumed value of alpha in relation to the reference spectra. Those spectra whose specified deviation from the mean value is too high or which do not reach a previously defined threshold value are also classified as 'defective'.
In another application, the adhesive strength (e.g. according to DIN 65448) of joint samples was predicted non-destructively. Normally, such samples are tested destructively using mechanical tests. However, these tests can only be carried out on a random basis and the test duration is several hundred hours. When testing using HSI, after a principal component analysis, the distribution images of the score values of the first two principal components are used to perform a discrete wavelet analysis (DWT) and evaluate the 'images'. The resulting values can in turn be correlated with the bond strength results using reference samples via a partial least square (PLS) regression model. The PLS model obtained is then used to predict the adhesive strength of unknown samples within a few minutes.